材质304
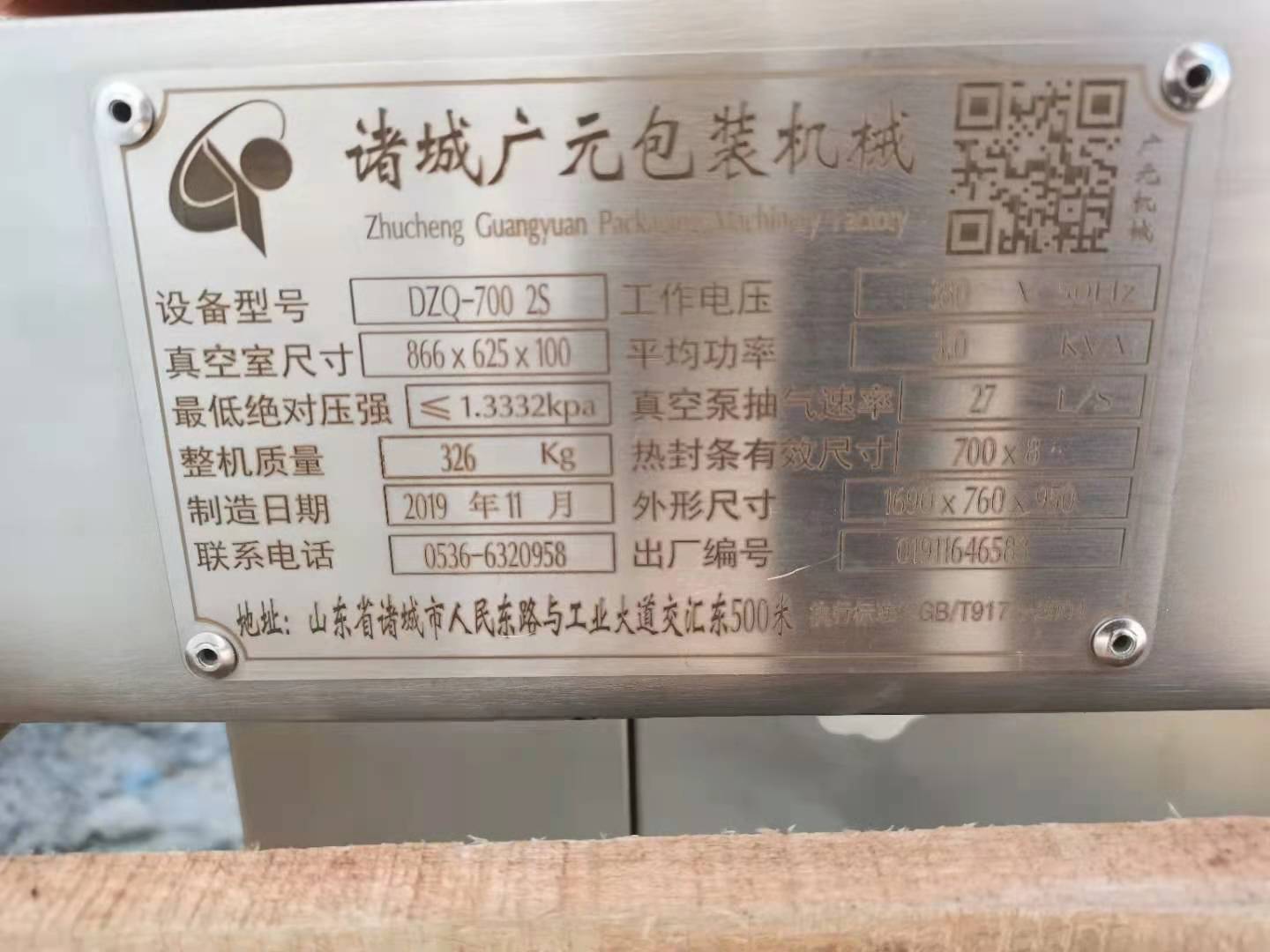
工作电压380V
功率5.5KW
型号DZQ700/2S
外形尺寸1690*760*950
平均功率3.0KW
真空包装机能够自动抽出包装袋内的空气,达到预定真空度后完成封口工序。真装技术起源于20世纪40年代。1950年,聚酯、聚乙烯塑料薄膜成功地用于真装,此后,真装便得到迅速发展。真空包装机常被用于食品行业,因为经过真装以后,食品能够抗氧化,从而达到长期保存的目的。真空,这一术语译自拉丁文vacuo,其意义是虚无。其实真空应理解为气体较稀薄的空间。在的空间内,低于一个大气压力的气体状态统称为真空。真空状态下气体稀薄程度称为真空度(degree ofvacuum),通常用压力值表示。因此真装实际上不是完全真空的,采用真装技术包装的食品容器内的真空度通常在600-1333Pa。所以,又将真装称为减压包装或排气包装。
真装技术起源于20世纪40年代。1950年,聚酯、聚乙烯塑料薄膜成功地用于真装,此后,真装便得到迅速发展。
中国的真装技术是在上世纪80年代初期发展起来的,而真空充气包装技术在上世纪90年代初期开始少量使用,随着小包装的推广及超市的发展,其适用范围越来越广泛,有些将逐步替代硬包装,前景非常看好。
常规分:单室真空包装机、双室真空包装机、台式真空包装机、茶叶真空包装机,可对固体、液体、粉状、糊状的食品、粮食、果品、酱菜、果脯、化学药品、电子组件、精密仪器表、稀有金属等进行真装,包装效果紧密、牢固、美观。
外抽式
外抽式真空包装机主要分:,其档次配置分:
(1)继电器+真空发生器
(2)继电器+真空泵
(3)PLC控制+真空泵
(4)PLC控制+液晶显示屏+真空泵
这四种配套都是市场非常广泛的,但是(4)PLC控制+液晶显示屏+真空泵是目前操作方便,可视化程度更高,维修率的一款。应用于特大件或异型物品来说此机为适合。真空包装机的组成:真空泵,电机,真空室,封口条,**玻璃板上盖,气囊,电磁阀等。
1、上下真空室与密封圈
通常所称的真空包装机均为腔式结构,由上真空室、下真空室及置于上、下真空室之间的密封圈组成。上、下真空室一般采用铝合金铸造后经铣创加工或不锈钢薄板经折边或模压后焊接平整加工,也有上、下真空室分别采用铝合金及不锈钢二种材料组合。铝合金有普通合金和铝镁合金,后者耐酸碱、耐腐蚀,但成本较高,铝合金真空室经铣创加工,其密封平面及密封槽平面非常平整,真空室密封性能好。不锈钢薄板常用厚度为2-4MM,厚度薄真空受压后容易变形造成焊缝开裂,真空室泄漏,另外,一般在不锈钢上真空室四周平面上开设密封槽,因受加工工艺影响,其密封槽平整度较差,真空室密封性能相应降低。故有些机型上真空室采用铝合金铸造后铣加工密封槽,下真空室采用厚不锈钢板加工成平板式,取其所长,补其所短。选购时,包装固体、颗粒等比较干燥及无腐蚀性物料的,可选用铝合金材质,而包装带汤汁,含盐、酸成份较高的物料,则可选用不锈钢材质或铝镁合金材质。密封圈一般采用硅橡胶,黑橡胶,少数低档产品采用发泡橡胶,硅橡胶耐高温、耐腐蚀、密封性好、使用寿命长,发泡橡胶密封性差、易脱落,、使用寿命短。

全自动拉伸膜真空包装机也称做全自动塑料盒热成型真空包装机。全自动拉伸膜真空包装机的原理是使用成形模具,先把薄膜加热,而后再用成形模具冲成容器的形状,然后将包装物装入成型了的下膜腔中,再进行真装。主要由真空系统、抽充气密封系统、热压封合系统、电器控制系统等组成。
连续式
连续式真空包装机也叫滚动式真空包装机,或全自动链式真空包装机。它的工作原理是采用链条传动,自动摆盖,连续输出产品, 整机采用进口PLC可编程逻辑控制器,电脑触摸屏操作,操作系统全密封,全机可用清水冲洗。
外抽式
外抽式真空包装机是把包装物放到真空室的外侧完成真装的设备。外抽式真空包装机主要是为较大的包装物抽真装而设计的,与内抽式真空包装机的结构不同,外抽式真空包装机是通过抽气嘴放到被包装物的包装袋内,抽空空气,退出抽气嘴,然后完成封口。

随着自动化程度的提高,包装机的操作、维护和日常保养更加方便简单,降低了对操作人员的技能要求。产品包装质量的好坏,直接与温度系统、主机转速精度、追踪系统的稳定性能等息息相关。
追踪系统是包装机的控制核心,采用正反向双向追踪,进一步提高了追踪精度。机器运行后,薄膜标记传感器不断的在检测薄膜标记(色标),同时机械部分的追踪微动开关检测机械的位置,上述两种信号送至PLC,经程序运算后,由PLC的输出Y6(正追)、Y12(反追)控制追踪电机的正反追踪,对包装材料在生产过程中出现的误差及时发现同时准确的给予补偿和纠正,避免了包装材料的浪费。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生;由于采用了变频调速,大幅减少了链条传动,提高了机器运转的稳定性和可靠性,降低了机器运转的噪音。保证了该包装机、低损耗、自动检测等多功能、全自动的高技术水平。
自动包装机所用传动系统虽然应用功能比较简单,但对传动的动态性能有较高的要求,系统要求较快的动态跟随性能和高稳速精度。因此必须考虑变频器的动态技术指标,选用高性能变频器才能满足要求。1、接通电源:根据需要拨动电源选择开关,即电源指示灯亮.电源选择开关指向真空为真空封口,指向真空充气为真空充气封口.
2、将装有物品的塑料袋置放真空室内.袋口整齐地摆在热封条上(如作充气包装至少应有一只喷咀插入袋口内).
3、压下机盖,面板上抽气(真空)指示灯亮.真空泵开始抽气,机盖即被自动吸住,抽真空旋钮可根据包装要求调节真空度高低,调节时,视刻度由低,幅度要小.
4、当抽气达到设定的时间(即所要求的真空度)时,即抽气结束,抽气指示灯熄灭,充气指示灯亮,以示充气开始.充气旋钮可调节充气时间长短(即充气量多少),方法同上.如不需要充气.将电源开关拨到真空位置,程序自动进人真装,充气指示灯熄灭.
5、抽气或充气完毕时,指示灯随之熄灭,热封指示灯亮,即进入封口程序,面板上设有热封时间及温度调节旋钮,以适应不同厚薄材料,调节时间及温度时,旋动幅度要小,防止热封温度突然增高,烧坏热封配件.
6、当达到设定热封时间时,热封指示灯熄灭,以视热封结束,即真空室经电磁阀进入大气,直至机盖自动抬启,真空充气包装过程全部结束,准备进行下次包装循环.

要想在规定的时间内,为自己创造出的利益,就要确保自己的食品包装生产线运行良好,在生产过程中不会出现错误,这样在尽量避免错误出现和故障的影响,才会为企业获得的利益。自动化水平在制造工业中不断提高,应用范围正在拓展。包装机械行业中自动化操作正在改变着包装过程的动作方式和包装容器及材料的加工方法。实现自动控制的包装系统能够大地提高生产效率和产品质量,显著消除包装工序及印刷贴标等造成的误差,有效减轻职工的劳动强度并降低能源和资源的消耗。具有革命意义的自动化改变着包装机械行业的制造方法及其产品的传输方式。设计、安装的自动控制包装系统,无论从提高包装机械行业的产品质量和生产效率方面,还是从消除加工误差和减轻劳动强度方面,都表现出十分明显的作用。尤其是对食品、饮料、药品、电子等行业而言,都是至关重要的。自动装置和系统工程方面的技术正在进一步深化,并得到更广泛的应用.机械工业结合产业结构调整,经过产品的消耗降低、结构优化、品种改善、质量提高和竞争力的增强,目的就是为了满足全面建成小康社会的需求,市场的发展需要真空包装机的发展于改革,在产品外观上有所改进但从技术含量上来说,基本上没有多大改进,这也许与该地区技术人员匮乏有关,如何提高产品技术含量和管理水平成为当前浙江地区真空获得设备生产企业亟待的解决的问题。
一直以来,中国的真装行业发展缓慢,制约了很多的行业走向世界市场,因为产品的包装对于企业来说是吸引顾客的道视觉系统的眼睛,面对真空包装机行业的特点,行业需要一个长期规划,面对金融的到来,更多的需要稳定的规划下一步如何进行可持续发展,不能求生而丧失理智,导致行业内部恶意竞争,这将会制约包装行业的发展,同时也会影响到国内企业行业走向国际市场,比如:食品行业、电产品行业。等等,都需要好质量的真空包装机器为这些行业包装出的包装,将这些产品走国际市场上眼就可以被顾客发现,并且能在视觉系统的指引下能留下深刻的影响,从而体现出企业的化。
整机不工作:
a.电压过低、保险丝烧断
b.行程开关错位
c.泵或电机卡死
d.抽真空延时器插件松动或损坏
排除方法:
采用调压器,更换保险丝
调正行程开关位置
分别找出故障原因,插好延时器或更换
二、真空度抽不上去:
a.真空泵反转
b.真空电磁阀不工作
c.真空泵油是否足量或是否需要更换
排除方法:对调电动机相线中的任意两根
检查阀的控制线路,修理或更换电磁阀
三、封口质量不佳:
a.封合电压选择开关未开或损坏
b.封合电压波动或电压选择不当
c.线路连接处接触不良
d.封合时间过长或过短
e.封合气囊是漏气或损坏
f.封合电磁阀是否正常工作
g.硅胶条、高温布是否平整
排除方法:
转动选择开关至适当位置或修理开关
消除电压波动因素,选择合适封合电压
修理、拧紧
调整封合时间
修理或更换气囊
修理或更换电磁阀
修理或更换硅胶条或高温布
四、真空盖打不开
a.延时器插件损坏或移动
b.放气电磁阀不工作
排除方法:
更换插件或延时器
检查控制电路,修理或调换电磁阀
五、抽真空完成后不转下一程序
延时器损坏或下一程序延时器松动、损坏
排除方法:修理或更换延时器
六、封合完成后不转下一程序:
封合延时器损坏或下一程序延时器松动、损坏
修理或更换延时器(排除方法)
冷却完成后真空室打不开:
冷却延时器损坏或电磁阀不工作
修理过更换延时器、电磁阀(排除方法)
http://liu7758521.cn.b2b168.com