是否进口否
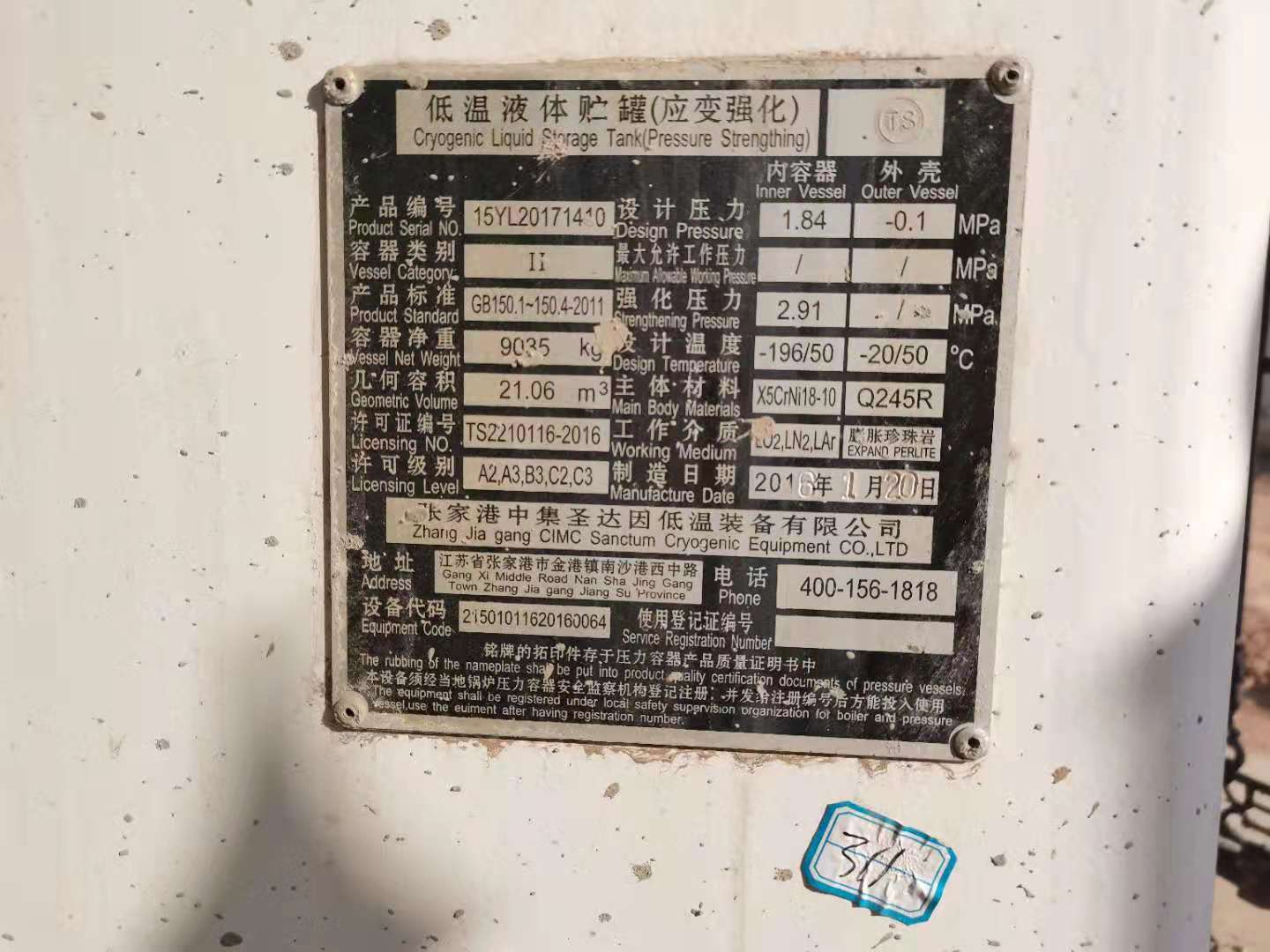
压力18.4
类型氧氮氩储罐
材质不锈钢
实际价格面议
贮槽处于工作状态时,存在着泄漏、压、爆炸等潜在危险,若不及时发现处理发生这些事故前的隐患,就会发展成严重事故。因此制定完善的点检制度并认真执行,对确保贮槽安全运行非常重要。贮槽日常点检主要包括以下内容:
1、阀门、管路是否泄露,壳体是否结霜、出汗。
2、所有阀门是否处于正常启闭状态。
3、仪表(液位计、压力表)工作是否正常,DCS显示参数与现场一次表是否一致。
4、储槽压力是否正常,当压力接近或等于压力时,需打开放空阀泄压。
5、液体充满率是否过95%。
Q=Q1/c×t/V×≤0.5%
式中:Q1—— 稳定气体流量值 m3/h
c -- 准状态下的气液体积比,液氧 c= 800
t —— 稳定气体时间;
V一一 被测贮罐有效容积
常见问题分析及处理:储槽夹层真空度的保持,是储槽绝热性能的保证,是储槽正常运行的根本保证。在储槽投入使用后,常见的问题往往是与真空度保持程度有关的。⑴储槽外面有明显的大面积“冒汗”、“结霜”。可能是由于储槽夹层的管路泄露、珠光砂未填实或其他原因导致夹层真空度破坏而产生的。这需要进行检查修复,或检漏,或补充珠光砂,可重抽真空。
大种量,大风量,风量在1:0.3左右时,在混合器及搅拌的作用下,发酵液乳化,气含率液位升高,产生泡沫多,使发酵液产生雾沫夹带随排气带出,造成尾气逃料,污染环境影响发酵。尾气采用旋击分离器代替传统的旋风分离器回收料液回流至发酵罐,使发酵放罐体积进步6%—15%,发酵消泡剂用量减少1/3左右,有利于提率进步。
三、进出管道
发酵罐进出管道口径大小,影响物料的活动阻力和进出料的速度时间。进料管、出料管、接种管及流加糖管口径应比原配置适当,以减少进出料时间,缩短发酵全程周期,进步发酵批次强度。进气管、排气管口径设置也应,以适应风量变化,减少阻力,降低空压机负荷节约能源。

真空保持测试
3.3.1低温液体储罐封堵后1、2天,每天至少测量四次真空度,并观察真空度的变化并记录每次测量的真空度。所测得的真空度都必须相对稳定。
低温液体储罐计算真空夹层漏放气速率,应达到下表要求:
3.3.2储罐发货前,真空度应符合下表要求:
低温液体储罐如达不到此要求,必须对真空记录进行分析,或对储罐检查或重新对储罐抽空。
4测量真空度记录应由专人负责,并认真如实逐项填写。低温液体储罐在经质检人员确认储罐真空度合格后,由质检人员在真空度检验记录上签字,并归档保存。
4) 待温度稳定,各项参数都正确后,将预摇好的种子接入,开始发酵计时,并开始记录各种参数。
5) 发酵完毕后清洗罐体和电,将pH电插入有3M的三角瓶中待用,溶氧电的探头用保护套套好,保存备用。
维护保养:
1、如进气管与出水管接头漏气,当旋紧接头不解决问题时,应添加或换填料。
2、压力表与安全阀应定期检查,如有故障要及时调换或修理。
3、清洗发酵罐时,请用软毛刷进行刷洗,不要用硬器刮擦,以免损伤发酵罐表面。
4、配套仪表应每年校验一次,以确保正常使用。
5、电器、仪表、传感器等电气设备严禁直接与水、汽接触,防止受潮。
6、设备停止使用时,应及时清洗干净,排尽发酵罐及各管道中的余水;松开发酵罐罐盖及手孔螺丝,防止密封圈产生变形。
7、操作平台、恒温水箱等碳钢设备应定期(一年一次)刷油漆,防止锈蚀。
8、经常检查减速器油位,如润滑油不够,需及时增加。
9、定期换减速器润滑油,以延长其使用寿命。
10、如果发酵罐暂时不用,则需对发酵罐进行空消,并排尽罐内及各管道内的余水。
低温液体温度较低,操作前应穿戴棉质防静电保温操作服,避免冻伤,避免静电起火。
2、低温液氧储罐长时间不排空的话易造导致碳氢化合物聚集,造成微爆现象。
3、低温液氮气化比较大且有窒息危害,因此低温液氮储罐不宜放在室内,需放置在空旷空气流通的位置,避免泄露瞬间氮气聚集造成窒息伤害。
表面处理:内外抛光,且容易清洗,精度:0.4um。
灭菌方式:自动程序灭菌,灭菌过程可编程控制;可设置灭菌顺序,范围:100℃~130℃,气动阀通过程序控制进行高温灭菌。对于有些发酵品种对灭菌温度要求波动很小,可降低劳动强度的可以选用自动程序控制灭菌,此时灭菌温度非常
搅拌系统:采用直接耦合机械搅拌和罐式机械密封系统,以及英国机械密封(约翰克兰)、搅拌桨、消泡桨、交流调速电机,无级调速机, 可进行全自动控制。大功率的变速机构使搅拌稳定可保持运转自如且不需要添加润滑油,全自动设定控制范围50~1000 rpm;
温度自动控制系统:进水经过补水阀;电加热,水冷却,温保护功能,LCD触摸屏控制;循环水加热和冷却系统;范围:冷却水温度5~65℃;精度:±0.2℃;分辨率:0.01℃,配套制冷循环装置,具有良好的热交换效率;智能PID控制既保证了温控的性又实现了节能。发酵温度控制范围:冷却水温度5~65℃, 精度:±0.1℃,温度的精度和稳定对发酵的结果有着决定性的影响。
检测与压力检测系统:转子流量计检测,手动控制空气
pH自动控制:检测pH,采用智能PID控制,蠕动泵自动添加酸、碱,控制pH(有手动、关闭、自动三档可切换)。显示范围:0.00~14.00±0.01,全自动控制范围:2.00~12.00±0.05。控制器可实现:pH值曲线分析、加酸、加碱量曲线分析、批报表分析、酸加入量累计显示记录、碱加入量累计显示记录、数据保存
DO在线检测:可通过转速、补料等进行联动控制。智能PID控制,使溶解氧这个以往较难控制的参数,也达到了很理想的控制效果。控制范围:0~150%±1%, 控制器可实现:DO值曲线分析、批报表分析(根据发酵时间,DO自动变量控制,至少10段)。
补料控制:具备完善的补料系统,补料可计量,可曲线记录;蠕动泵数量可根据需要选择,常规配置为每台发酵罐二个。蠕动泵的作用可在控制界面上选择设定,这样使用户在实际使用时为方便灵活。配有特别设计的补料插针,以确保补料的安全操作。

在外筒外侧选4~8点进行壁厚测试,确定小壁厚H;同时从外筒外侧测量外筒的直径D2,根据原始资料审查的记录的内简直径D1,按公式
(D2-H-D1)/2<300mm
4、内窥镜内筒内表面检查
检查内筒内表面的腐蚀情况。对可疑部位进行检查。
5、表面探伤(MT或PT)
对所有外筒接管角焊缝的外表面进行表面探伤,不能做磁粉探伤(MT)的部位进行渗透探伤(PT)。
6、真空度的测试
· 标配配置:
A型:温度、转速、、压力
B型:温度、转速、pH、溶氧、、压力
C型:单片机控制,温度、转速、pH、溶氧、、压力、补料、
泡沫
D型:PLC+触摸屏控制,温度、转速、pH(双向)、溶氧、、
压力、补料、泡沫
· 可扩展配置(选配):
压力、自动控制,液位、多路补料、尾气检测、菌体浓度在线检测、在线检测、葡萄糖在线检测等。
· 备注:
1.标准配置中红色字体部分为在线检测、手动控制。
2.可作为小试发酵水平的微生物发酵实验,适用于高校、科研院所及企业
实验室使用。
3.系统主要包括:发酵罐、控制系统、空气过滤系统、管路系统等。
我们秉承“诚信经营,客户至上”的宗旨,“精益求精,不断越”一直是我们不懈的追求。如果您对我鸿达公司的产品服务有兴趣,请来电咨询。
http://liu7758521.cn.b2b168.com







