材质304
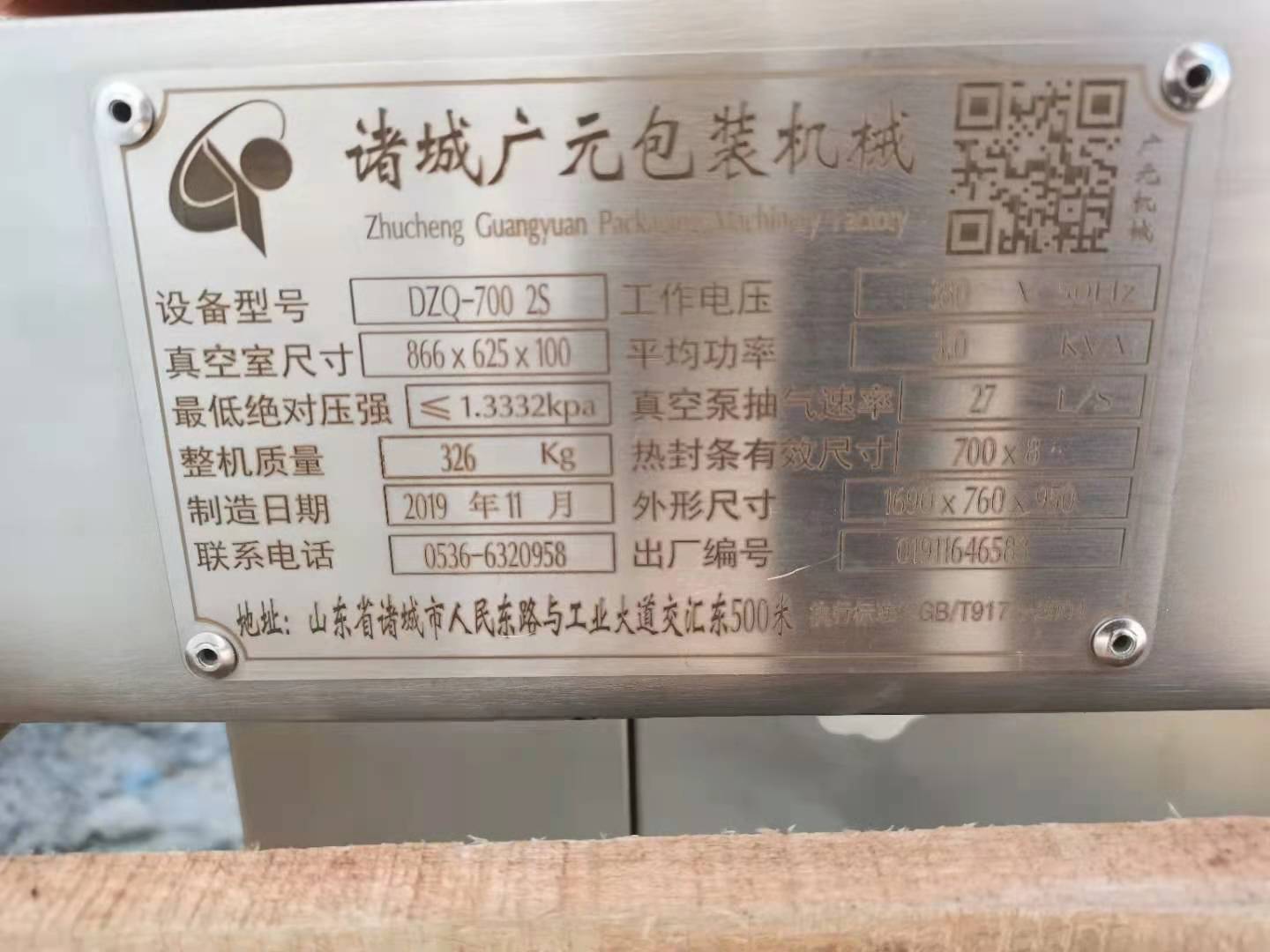
工作电压380V
功率5.5KW
型号DZQ700/2S
外形尺寸1690*760*950
平均功率3.0KW
真空包装机能够自动抽出包装袋内的空气,达到预定真空度后完成封口工序。真装技术起源于20世纪40年代。1950年,聚酯、聚乙烯塑料薄膜成功地用于真装,此后,真装便得到迅速发展。真空包装机常被用于食品行业,因为经过真装以后,食品能够抗氧化,从而达到长期保存的目的。真空,这一术语译自拉丁文vacuo,其意义是虚无。其实真空应理解为气体较稀薄的空间。在的空间内,低于一个大气压力的气体状态统称为真空。真空状态下气体稀薄程度称为真空度(degree ofvacuum),通常用压力值表示。因此真装实际上不是真空的,采用真装技术包装的食品容器内的真空度通常在600-1333Pa。所以,又将真装称为减压包装或排气包装。
真装技术起源于20世纪40年代。1950年,聚酯、聚乙烯塑料薄膜成功地用于真装,此后,真装便得到迅速发展。
中国的真装技术是在上世纪80年代初期发展起来的,而真空充气包装技术在上世纪90年代初期开始少量使用,随着小包装的推广及市的发展,其适用范围越来越广泛,有些将逐步替代硬包装,前景非常看好。
组成生产线。当需要的功能越来越多时,将所有的功能集中在一个单机上会使结构非常复杂,操作维修也不方便,这时可把功能不同、效率相匹配的几种机器组合成功能较齐全的生产线。
5、采用相关新技术。在包装方法上大量采用充气包装取代真装,将充气成分、包装材料与充气包装机三方面的研究紧密结合起来;在控制技术上,多地应用计算机技术和微电子技术;在封口方面应用热管和冷封口技术,也可以将的装置直接安装在真空包装机上,如装上计算机控制的粗粒物料高精度组合秤;在旋转或真空包装机上,应用高速的圆弧面凸轮分度机械等。
的真空技术
吸力强劲,且已加装过压保护,包装.
静音型; 符合1SO14000 环保要求.
**命; 少需要维护.
率;真空时间由以前的15秒缩短为3-5秒。
可靠的控制系统
液晶界面,日本PLC控制系统.
进口电机和工控配件,确保机器的稳定性.
新型能加热系统
加热均匀,快,且不易氧化,寿命持久.
采用美国进口钼钨合金发热体,解决了直热式贴体机加热箱高温氧化和发热丝粘连的难题.
真空充气包装则除了有真装所具备的除氧保质功能外,主要还有抗压、阻气、保鲜等作用,能有效地使食品长期保持原有的色、香、味、形及营养。
另外,有许多食品不适宜采用真装而必须采用真空充气包装。如松脆易碎食品,易结块食品,易变形走油食品,有尖锐棱角或硬度较高会刺破包装袋的食品等。食品经真空充气包装后,包装袋内充气压强大于包装袋外大气压强,能有效地防止食品受压破碎变形并不影响包装袋外观及印刷装潢。
真空充气包装在真空后再充入氮气、二氧化碳、氧气等单一气体或二、三种气体的混合气体。其氮气是惰性气体,起充填作用,使袋内保持正压 ,以防止袋外空气进入袋内,对食品起到一个保护作用。其二氧化碳能够溶于各类脂肪或水,引成酸性较弱的碳酸,有抑制霉菌、等微生物的活性。其氧气具有抑制的生长繁殖,保持水果、蔬菜的新鲜及色彩,高浓度氧气可使新鲜肉类保持其鲜红色。
选用原则
真空包装机品种繁多,在选用时应着重考虑下列因素。
a) 包装速度。出于提高生产效率的考虑,可选用双室或多室的真空包装机,以提高整
个生产的进度。
b) 被包装物品是否需要充填其他保护性气体。可选择带有充气装置的多功能真空包装机。
c) 被包装物品真空度的要求。如包装物品需要在真空度较高的条件下才能完好保存,则需选择腔式真空包装机。
d) 被包装物品成分状态对真空包装机的要求。

加热时间与加热温度未调好 调整至合适;加热布上有附着物用指甲轻轻刮去附着物;加压电磁阀不动作 清洗或换电磁阀;气囊破损 换气囊;加压气管破损 修理或换;不放气 冷却时间继电器坏(电器箱内) 换时间继电器;放气阀线路断路 查找并接好;放气阀粘住或烧坏拆下清洗或换
9、不加热一边的包装袋压条与加热装置短路(一般与铜焊片短路) 调整铜焊片位置,或休整包装袋袋压条
10、工作室未盖严 将工作室盖严;电机反转 (注意不要换地线,花色线为地线);保险断(指示灯亮) 换相同规格保险
11、没有电源 查看有无电源;行程开关未动作调整行程开关拨片;保险断(指示灯亮) 换相同规格保险频繁烧保险有短路处 查找并排除 ;电机反转时间过长 任意两相电源线调换安装(地线除外);油粘度太高清洗泵并换油保险盒内拨片有短路处修复。真装技术起源于20世纪40年代。自1950年聚酯、聚乙烯塑料薄膜成功地应用于商品包装以来,真空包装机便得到迅速的发展,其技术发展趋势主要体现在高生产率、自动化、单机多功能、组成生产线、采用相关新技术这5个方面。
1、高生产率。真空包装机的生产率已从每分钟数件发展到数10件,热成型—充填—封口机的生产率可达500件/分以上。
2、自动化。双室真空包装机具有抽真空、封口、印字、冷却一次性完成之功能,主要用于茶叶、花生、虾仁、玉米等食品的包装。
3、单机多功能。在单机上实现多功能,可方便地扩大使用范围。实现单机多功能必须采用模块化设计,通过功能模块的变换和组合,成为适用于不同包装材料、包装物品、包装要求的不同类型的真空包装机。代表性的产品有德国BOSCH公司所属的HESSER厂生产的心轴轮多工位制袋真空包装机,其制袋、称重、充填、抽真空、封口等多种功能可在一台单机上完成。

全自动拉伸膜真空包装机也称做全自动塑料盒热成型真空包装机。全自动拉伸膜真空包装机的原理是使用成形模具,先把薄膜加热,而后再用成形模具冲成容器的形状,然后将包装物装入成型了的下膜腔中,再进行真装。主要由真空系统、抽充气密封系统、热压封合系统、电器控制系统等组成。
连续式
连续式真空包装机也叫滚动式真空包装机,或全自动链式真空包装机。它的工作原理是采用链条传动,自动摆盖,连续输出产品, 整机采用进口PLC可编程逻辑控制器,电脑触摸屏操作,操作系统全密封,全机可用清水冲洗。
外抽式
外抽式真空包装机是把包装物放到真空室的外侧完成真装的设备。外抽式真空包装机主要是为较大的包装物抽真装而设计的,与内抽式真空包装机的结构不同,外抽式真空包装机是通过抽气嘴放到被包装物的包装袋内,抽空空气,退出抽气嘴,然后完成封口。
整机不工作:
a.电压过低、保险丝烧断
b.行程开关错位
c.泵或电机卡死
d.抽真空延时器插件松动或损坏
排除方法:
采用调压器,换保险丝
调正行程开关位置
分别找出故障原因,插好延时器或换
二、真空度抽不上去:
a.真空泵反转
b.真空电磁阀不工作
c.真空泵油是否足量或是否需要换
排除方法:对调电动机相线中的任意两根
检查阀的控制线路,修理或换电磁阀
三、封口质量不佳:
a.封合电压选择开关未开或损坏
b.封合电压波动或电压选择不当
c.线路连接处接触不良
d.封合时间过长或过短
e.封合气囊是漏气或损坏
f.封合电磁阀是否正常工作
g.硅胶条、高温布是否平整
排除方法:
转动选择开关至适当位置或修理开关
消除电压波动因素,选择合适封合电压
修理、拧紧
调整封合时间
修理或换气囊
修理或换电磁阀
修理或换硅胶条或高温布
四、真空盖打不开
a.延时器插件损坏或移动
b.放气电磁阀不工作
排除方法:
换插件或延时器
检查控制电路,修理或调换电磁阀
五、抽真空完成后不转下一程序
延时器损坏或下一程序延时器松动、损坏
排除方法:修理或换延时器
六、封合完成后不转下一程序:
封合延时器损坏或下一程序延时器松动、损坏
修理或换延时器(排除方法)
冷却完成后真空室打不开:
冷却延时器损坏或电磁阀不工作
修理过换延时器、电磁阀(排除方法)
http://liu7758521.cn.b2b168.com







