是否进口否
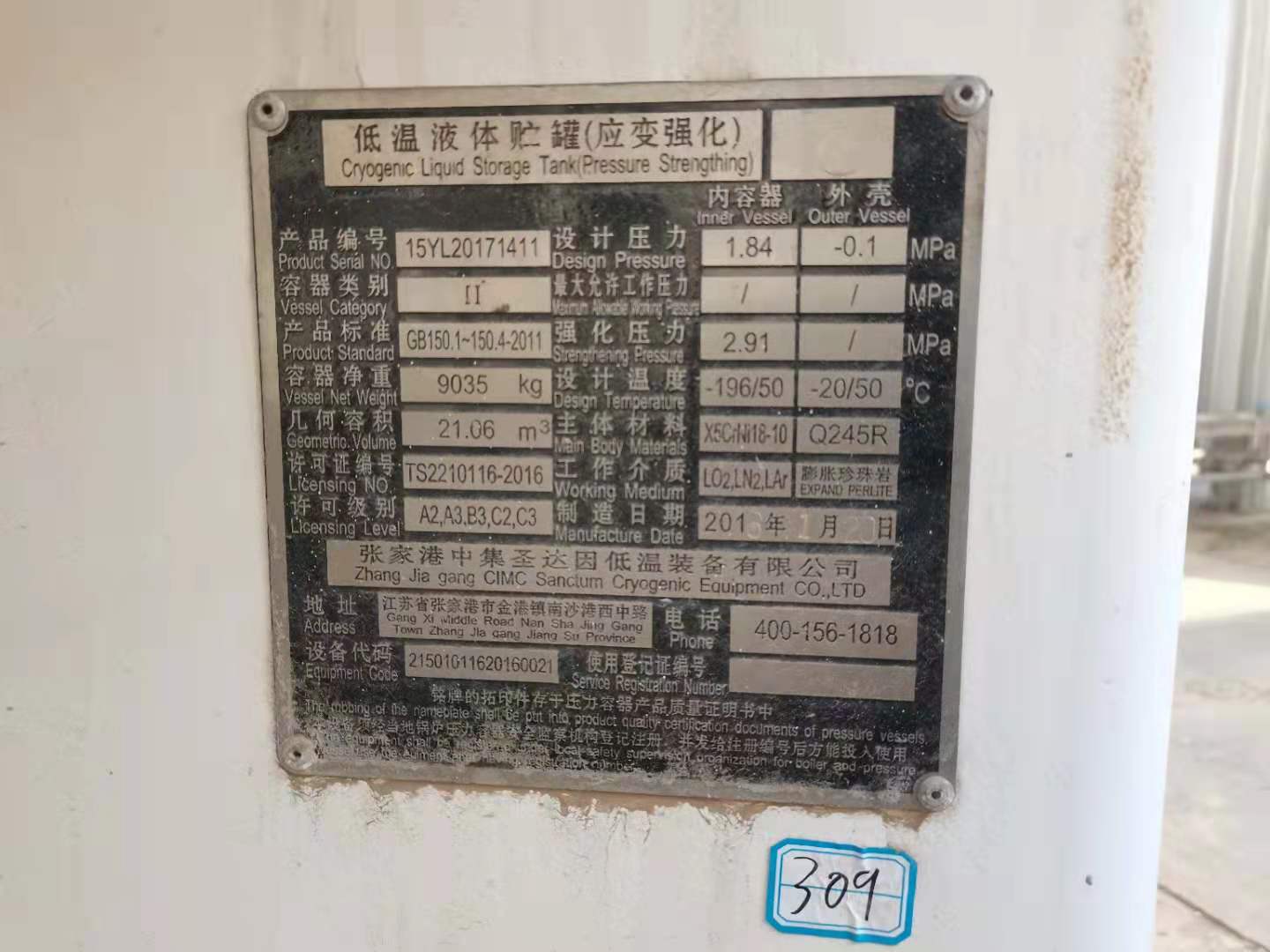
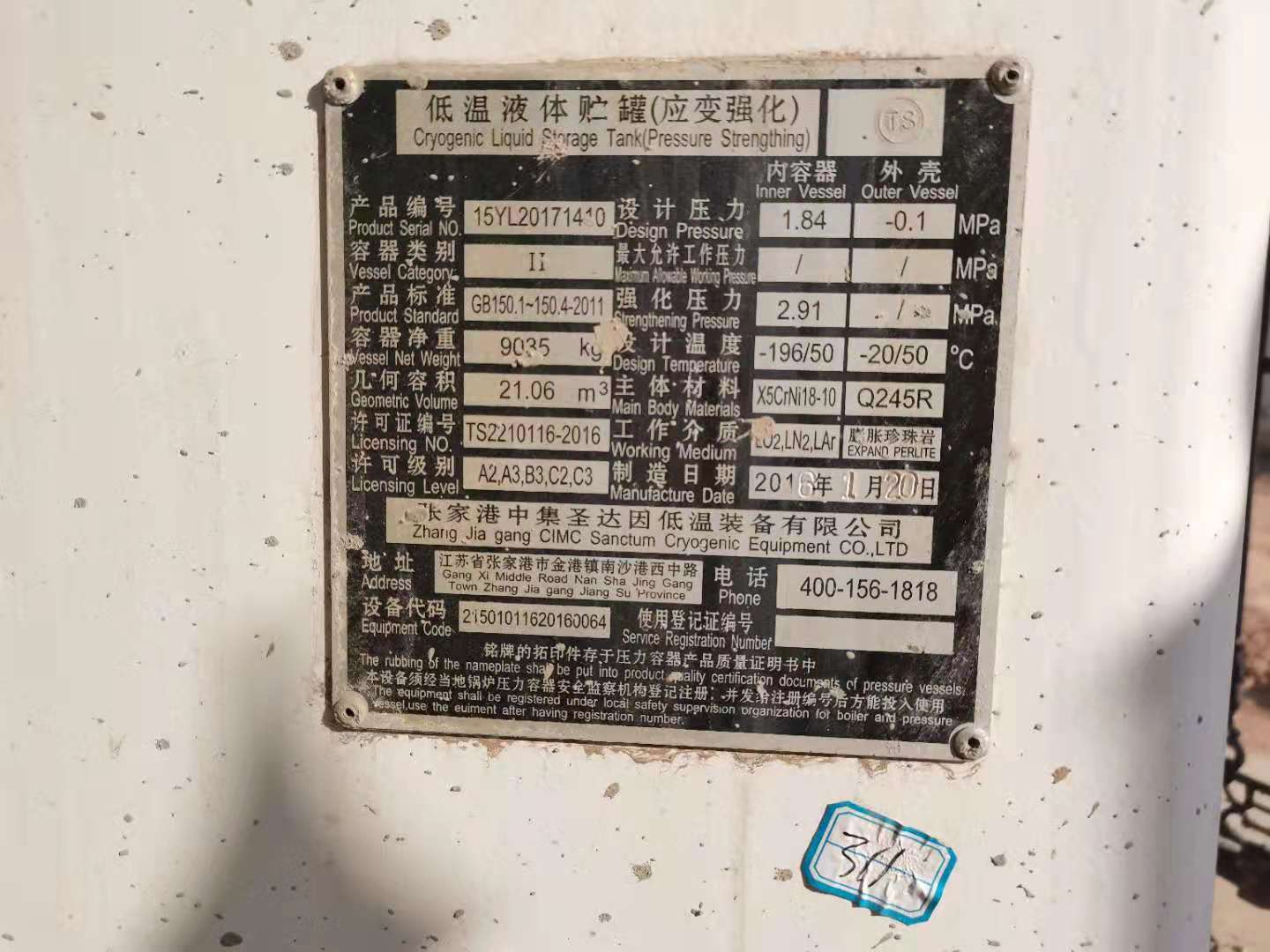
压力18.4
类型氧氮氩储罐
材质不锈钢
实际价格面议
贮槽处于工作状态时,存在着泄漏、**压、爆炸等潜在危险,若不及时发现处理发生这些事故前的隐患,就会发展成严重事故。因此制定完善的点检制度并认真执行,对确保贮槽安全运行非常重要。贮槽日常点检主要包括以下内容:
1、阀门、管路是否泄露,壳体是否结霜、出汗。
2、所有阀门是否处于正常启闭状态。
3、仪表(液位计、压力表)工作是否正常,DCS显示参数与现场一次表是否一致。
4、储槽压力是否正常,当压力接近或等于压力时,需打开放空阀泄压。
5、液体充满率是否**过95%。
Q=Q1/c×t/V×≤0.5%
式中:Q1—— 稳定气体流量值 m3/h
c -- 准状态下的气液体积比,液氧 c= 800
t —— 稳定气体时间;
V一一 被测贮罐有效容积
常见问题分析及处理:储槽夹层真空度的保持,是储槽绝热性能的保证,更是储槽正常运行的根本保证。在储槽投入使用后,常见的问题往往是与真空度保持程度有关的。⑴储槽外面有明显的大面积“冒汗”、“结霜”。可能是由于储槽夹层的管路泄露、珠光砂未填实或其他原因导致夹层真空度破坏而产生的。这需要进行检查修复,或检漏,或补充珠光砂,可重抽真空。
大种量,大风量,风量在1:0.3左右时,在混合器及搅拌的作用下,发酵液乳化,气含率液位升高,产生泡沫多,使发酵液产生雾沫夹带随排气带出,造成尾气逃料,污染环境影响发酵。尾气采用旋击分离器代替传统的旋风分离器回收料液回流至发酵罐,使发酵放罐体积进步6%—15%,发酵消泡剂用量减少1/3左右,有利于提取得率进步。
三、进出管道
发酵罐进出管道口径大小,影响物料的活动阻力和进出料的速度时间。进料管、出料管、接种管及流加糖管口径应比原配置适当,以减少进出料时间,缩短发酵全程周期,进步发酵批次强度。进气管、排气管口径设置也应,以适应风量变化,减少阻力,降低空压机负荷节约能源。
储槽内筒压力异常升高,安全阀起跳。可能是由于以下三种原因产生的:a.储槽夹层真空度被破坏;b.内筒增压阀失灵,需要对增压阀进行修理或更换;c.接口下部泄露泄露部位处在不锈钢与碳钢外壳焊接处,或铜管与不锈钢内筒连接处,即异种焊接接头处,主要是在异种焊接接头处形成电化学腐蚀。(3)蒸发量变大,真空度变小。可能是珠光砂放气的缘故。
发酵罐由罐体、搅拌器、挡板、轴封、空气分布器、传动装置、冷却管(或夹套),消泡器、人孔、温度计 、CIP清洗喷淋头等主要部件组成。
发酵罐的分类
1、按照微生物的生长代谢需要,分为好气型发酵罐和厌气型发酵灌
2、按发酵罐的设备,分为机械搅拌通风和非机械搅拌通风发酵罐
生产厌气发酵产品的发酵罐结构较简单,用于生产好气发酵产品的发酵罐须向罐中连续通入大量无菌空气,同时考虑到通入空气的利用率,故结构设计较为复杂。本公司生产的发酵罐罐体均设有夹层、保温层,可加热、冷却、保温,罐内壁经镜面抛光处理,无卫生死角,全封闭设计保证物料始终处在无污染状态下混合、发酵。发酵罐采用内循环方式,用搅拌桨分散和打碎液泡,使得溶氧效率高、混合效果好。罐体上特别设计安装了无菌呼吸气孔或无菌正压发酵系统,避免和防止了空气中微生物的污染,可保证产品的保质期和**度。
按前文所述的制造要求进行内筒水压试验,试验压力为1.25倍的设计压力;内筒气密试验,试验压力为设计压力;夹套气压试验,试验压力为0.2MPa,保压4h;氦检漏试验;真空度测试和蒸发率测试。
自耗量测定:贮罐技术特性要求:日蒸发率0.5%,这又是一重要指标,日蒸发率过高将降低工作效率,浪费原料,也可判断内筒是否出现泄漏。具体检测方法如下:内胆加入50%以上低温液体,打开放气阀,除压力表间、液位计间开启外,其它阀门关闭,热平衡48h,然后在放气阀管口装上转子流量计,每小时测一次流量,经过数小时,得到稳定气体流量值,并用下式计算日蒸发率 Q%
节能发酵罐跟着谷氨酸发酵出产的发展,新工艺新技术不断被采用。特别是谷氨酸发酵采用大种量、大风量,流加糖连续上罐发酵工艺。使原传统的发酵罐显露不足,难以知足发酵新工艺的要求。也不适应节能降耗发酵大出产的需要。
发酵罐高度:适当的发酵液柱,使空气在发酵液中有一定的停留时间,能进步液体中的溶解氧,有利于发酵产酸。但跟着发酵液柱的进步。发酵罐空气的压力必需进步。
且进气压力应大于发酵液柱静压加上发酵罐压,这样空压机的出口压力也随之进步,电耗增加;另发酵罐高度进步,进罐物料输送晋升高度增加,电耗相对增加,而罐体不乱性减小,轻易晃动。发酵厂房高度增加,造价.近年新建发酵罐容积趋向大型化,从100 罐到250 罐、660 罐,甚至更大。但综合考虑,发酵罐直捅高度不宜过高,以不**过14m为宜。
高径比H/¢ :
当发酵罐高度限定在一定范围内。发酵罐容积,罐径随之,H/¢减少,发酵罐由细长型逐变为矮胖型。一般H/¢控制在3之内为宜。

在冷态下,测试的真空度达到16Pa或安全阀起跳频繁、内筒异常升压时,需重新抽真空。
7、气压试验
对储槽内筒进行气压试验,试验压力为1.2倍的工作压力。具体步骤按《容规》有关条款进行。对内筒进行气压试验,一方面校核其强度,另一方面检验内筒的密封性能,通过压力表的显示情况来确定内筒是否存在泄漏。以上检验方案是针对在不开盖或是通过对原始资料的审查、外部检验和真空度测试后认为没有必要开盖的情况下制订的。因为这种容器的设计寿命一般为15年,贮存介质对内筒体基本上没有腐蚀,又有要求较高的NDT作保证,在正常使用状况下,设备投入使用5-10年一般不会有较大的问题出现。但是,如果设备在运行过程中发现有影响设备正常运行的重大问题必须开盖的,或若重新抽真空还达不到要求,说明有泄露情况,需要开盖检修的,必须开盖检修。在检验方案中除了上述5项内容外还应增加如下内容:
发酵罐广泛应用于饮料、化工、食品、乳品、佐料、酿酒、制药等行业,起发酵作用。发酵罐的组成部件包括:罐体主要用来培养发酵各种菌体,密封性要好(防止菌体被污染),罐体当中有搅拌浆,用于发酵过程当中不停的搅拌;底部有通气的Sparger,用来通入菌体生长所需要的空气或氧气 ,罐体的**盘上有控制传感器,常用的有pH电和DO电,用来监测发酵过程中发酵液pH和DO的变化;控制器用来显示和控制发酵条件。根据发酵罐的设备分为机械搅拌通风发酵罐和非机械搅拌通风发酵罐;根据微生物的生长代谢需要分为好气型发酵罐和厌气型发酵灌。
注意事项:
1). 罐体灭菌前务必检查其中液面高度,要求所有的电都没于液面以下。
2). 打开发酵罐电源前务必检查冷却水是否已打开,温度探头是否已插入槽中,否则会烧坏加热电路。
3). 发酵过程中一定要保持工作台的清洁,用过的培养瓶及其它物品及时清理,因故溅出的酸碱液或水应立即擦干。
4). 对罐体安装,拆卸和灭菌时要特别小心pH电和罐体的易损又昂贵部件。
我们秉承“诚信经营,客户至上”的宗旨,“精益求精,不断追赶”一直是我们不懈的追求。如果您对我鸿达公司的产品服务有兴趣,请来电咨询。
http://liu7758521.cn.b2b168.com








